Actividad
1 Investiga y escribe que es un proceso de fabricación.
2 Consulta y explica los siguientes procesos de fabricación
-Tejido.
-Chocolate.
-Zapatos.
-Cartón.
-Plástico.
Insertar vídeo e imagen de cada uno.
RTA 1:Un proceso de fabricación es el conjunto de operaciones unitarias necesarias para modificar las características de las materias primas. Dichas características pueden ser de naturaleza muy variada tales como la forma, la densidad, la resistencia, el tamaño o la estética. Se realizan en el ámbito de la industria.
Para la obtención de un determinado producto serán necesarias multitud de operaciones individuales de modo que, dependiendo de la escala de observación, puede denominarse proceso tanto al conjunto de operaciones desde la extracción de los recursos naturales necesarios hasta la venta del producto como a las realizadas en un puesto de trabajo con una determinada herramienta.
Con objeto de que la fabricación sea competitiva es importante que el producto se proyecte, de tal manera, que el costo asociado con el material, la manufactura y el almacenamiento sean lo más bajo posible. En cualquier producto manufacturado y para efectos de una mejor durabilidad, es posible especificar el material más resistente al trabajo, pero el proyectista debe estar comprometido con el criterio de la producción más económicamente posible.
Es un sistema de acciones que se encuentran interrelacionadas de forma dinámica y que se orientan a la transformación de ciertos elementos. De esta manera, los elementos de entrada pasan a ser elementos de salida, tras un proceso en el que se incrementa su valor.
RTA 2:-Tejido:El hilo se dimensiona, recubierto de sustancias como la arcilla de porcelana y la harina, para una mayor durabilidad y lubricación. La urdimbre acabada, enrollada en una viga de madera, es alimentada hebra por hebra a través de las cañas y los lizos. Las cañas utilizan su superficie abrasiva para recoger las hebras mientras que los lizos las estiran, causando una presión que debe ser coherente con el fin de evitar la rotura del hilo.
Derramamiento
Al tejer, algunos hilos de urdimbre se levantan mientras que otros no. El espacio entre ellos se denomina el cobertizo y la selección de fibras para elevar se llama derramamiento. Tradicionalmente, la lanzadera llevaba a cabo esta tarea, pero los telares modernos elevan las fibras de hilo con lizos conectados a ojales que cuelgan de arneses de derramamiento a través de los cuales se alimenta hilo. Diferentes arneses completan diferentes patrones de tejido, como el matelasse, el brocado y el damasco. A medida que la complejidad del tejido aumenta, también lo hace el número de arneses requeridos.
Selección
La selección se completa cuando la lanzadera se mueve a través del telar y del dorso. A veces esto se produce a una velocidad de 150 y 160 pasadas por minuto. El hilo de trama se enrolla en una pluma, luego se libera de un agujero en la lanzadera. Las máquinas realizan esto varias veces para completar la urdimbre y la trama, pero las selecciones individuales también son útiles. Por ejemplo, un solo pico se utiliza para coser el borde alrededor de una pieza de tela. Sin bordes tejidos parecen crudas y se desenredan fácilmente.
Retracción
La retracción en la fabricación de tela tejida se refiere a sostener el hilo de la trama contra la trama completa de la tela, que debe mantenerse uniforme a medida que los telares funcionan a toda velocidad. Una herramienta similar a un peine llamada caña realiza esta tarea después de que el hilo pasa a través de sus dientes durante el entrecruzamiento de la lanzadera. Mientras se teje la tela se forma una zona llamada reducción. La reducción es donde el tejido se une con las hebras de hilo sin tejer.

Video:
https://www.youtube.com/watch?v=jXJGBY7uQkw
-
Chocolate:Procesado del cacao
Fermentación del cacao en cajones.
Secado de los granos
Una de las primeras fases tras la recolección de las vainas, es la fermentación de los granos de su interior.1 El chocolate es por esta razón un alimento fermentado, y este proceso inicial genera numerosos compuestos que determinarán los sabores, los aromas y el bouquet posteriores. Estas fases iniciales se realizan in situ en los países productores de cacao, y tienen como misión preparar los granos de cacao para su transporte a los países procesadores de chocolate. El transporte del cacao se debe realizar con extremo cuidado, vigilando la humedad ambiental, debido a que el cacao es susceptible de absorber aromas de otras fuentes.
Fermentación
La fermentación es muy importante en la elaboración y determinación de los sabores que desarrollará posteriormente el chocolate. Consiste en un proceso en el que a los granos se les desprovee de vida, es decir ya no es posible desarrollar la germinación. Durante esta fase se generan algunos compuestos químicos que promueven los diferentes sabores y aromas posteriores del chocolate.2 Es en este proceso de fermentación donde los expertos determinan gran parte de los futuros aromas y sabores de chocolate. Los granos sin fermentar suelen introducirse en una prensa y extraer la manteca del cacao, pero esta manteca no entra en los procesos de la industria chocolatera.
La fermentación se suele realizar dependiendo de las instalaciones y de las costumbres del país productor, principalmente de dos formas distintas:
Fermentación por apilamiento es el método más habitual en África Occidental. Se suelen apilar en montones de diversos tamaños (que oscilan entre los veinte, hasta los mil kilos) con la pulpa del cacao, todo ello tapado con hojas de banana. Este proceso tarda entre unos cinco a seis días, en ningún caso llega a la semana. Los amontonamientos de menor tamaño, aunque ocupan más espacio en total, desarrollan un sabor más apreciado.
Fermentación en caja (se denomina también cacao beneficiado) es el método más empleado en las grandes plantaciones de Asia. Se suelen introducir los granos de cacao en unas cajas de madera que permiten almacenajes que oscilan entre la tonelada y las dos toneladas. Tienen una profundidad de un metro. Estas cajas se diseñan con el objeto de que estén ventiladas y la pulpa fluya. Los tiempos de fermentación son similares y en escasas plantaciones toma más de cinco días. Las cajas son movidas cada día, con el objeto de favorecer la aireación y esto favorece la fermentación aeróbica de las bacterias acetobacter y por lo tanto proporcionan un cacao con sabores más ácidos.
En pequeñas plantaciones de cacao suelen emplearse también canastas de mimbre, tapadas con hojas de banana y se produce allí la fermentación. La fermentación produce un residuo, denominado sudoración. En algunas plantaciones se practican variantes que consisten en dejar la mazorca sin abrir un par de días, procediendo a su apertura y posterior fermentado. Comprobando que se desarrollan de esta forma mejor los sabores. La determinación exacta del tiempo de fermentación es un arte preciso, por el cual dependerá el aroma del futuro chocolate.
Mecanismos de la fermentación del cacao
Corte transversal de la mazorca de cacao en el que puede verse la pulpa blanca, substrato de azúcares para el proceso de fermentación.
Los granos de cacao tras la fermentación poseen un color violáceo (o púrpura) debido a la presencia de antocianinas.
El substrato para la fermentación del cacao es la pulpa blanca es una mezcla de tejidos vegetales rica en azúcares (10-13 % glucosa y fructosa; 0.7 % sucrosa), sales (8-10 %), pentosanos (2-3 % pectina), ácidos orgánicos (1-2 %) y 0.6 % proteínas.3 Durante la fermentación su aspecto viscoso torna a líquido y fluye, "sudando" tal y como se menciona en el argot. La fermentación es un proceso no controlado por una mezcla de bacterias (lácticas y acéticas), así como levaduras. La producción de etanol y lactatos. La levadura que produce la fermentación ha sido investigada e intentado ser detectada desde que Preyer en 1913 la describiera como de la especie Saccharomyces theobroma,4 posteriormente fue reclasificada por Knapp (1937) como Torulopsis theobroma,5 pero no identificada por otros autores posteriores. La especie detectada por Martelli en la cáscara del cacao fue reclasificada posteriormente como Saccharomyces carlsbergensis. La cafeína es una de las substancias que aparece en la fermentación del cacao.5
Se encontraron especies de levaduras en los granos del cacao como las: saccharomyces rosei, la hansenula anomala, la pichia fermentans, la pichia membranaefaciens y la trichosporon cutaneum.3 Todas las especies aisladas fueron capaces de crecer en la pulpa del cacao (una especie de parénquima). Pero de todas ellas sólo S. rosei, la H. anomala y la P. fermentans exhibieron capacidad de lograr la fermentación de los azúcares de la pulpa. Las especies del género Saccharomyces fueron identificados como responsables de la fase de fermentación alcohólica del cacao. De las dos fases de fermentación, la alcohólica (anaeróbica) es la que primero ocurre siendo la acética la que ocurre posteriormente. La temperatura de la masa de granos del cacao puede alcanzar los 50 oC liberando los polifenoles, entre ellos la catechina.
Los cambios acaecidos durante la fermentación del cacao son objeto de numerosos estudios.1 Para los microorganismos no es posible introducirse en el interior de la cáscara, por lo que en realidad no es una auténtica fermentación, debido a que la auténtica fermentación ocurre en el exterior del grano. Los azúcares que posee la pulpa blanca son los responsables de favorecer que las levaduras comiencen la fermentación. Durante este proceso la temperatura crece a niveles que acaban matando la germinación, con lo que los enzimas se liberan. Estos enzimas provocan las reacciones que alteran el sabor de los granos. Las encimas liberadas en la fermentación: como por ejemplo las proteasas y las polifenol oxidasas.
Se liberan ácidos (ácido láctico y ácido acético), así como etanol (en concentraciones muy reducidas). La combinación entre el aumento de temperatura y el cambio de la acidez matan la germinación. Dependiendo de la aireación durante la fase de fermentación la fermentación acética proporciona más o menos ácidos al cacao. Otras reacciones que involucran a las proteínas y péptidos que reaccionan con los polifenoles proporcionan el color marrón asociado al cacao y al chocolate. Es particularmente importante la formación de aminoácidos durante esta fase, éstos proceden de la rotura de moléculas de proteína durante esta fase. Dos de los aminoácidos importantes en la formación de su sabor son: valina y glicina.
Secado
El proceso que se realiza a los granos de cacao, tras la fermentación es el secado. Se realiza con el objeto de detener el crecimiento de moho y poder realizar el transporte adecuadamente. El crecimiento de moho arruina al cacao, debido al mal olor que desarrolla. Este proceso de secado debe ser realizado bajo un estricto control, evitando un sobre-secado que haría a los granos frágiles y se rompieran liberando aromas. El secado se ha de controlar además en velocidad, un secado rápido dejaría los granos inmaduros, con una liberación de aromas poco apropiada. El contenido de humedad no debe exceder un seis por ciento, valores entre los siete y ocho favorecen al crecimiento de moho.6
En los países productores donde el clima lo permite, se suelen secar extendidos en grandes superficies al sol, extendidos sobre esterillas o alfombras. Estas suelen enrrollarse, y ponerse a salvo, si existe una amenaza de lluvia. El problema de este secado es la facilidad con la que se puede contaminar los granos, por la presencia de animales: principalmente pájaros y ganadería del lugar. Con el objeto de proteger el cacao de la lluvia, en algunos países se suele construir casas con tejados desplazables por medio de ruedas. Es frecuente que durante el secado se remuevan los granos con palas, operaciones que suelen realizar niños y mujeres.7 En zonas rurales, cientos de toneladas se secan en pequeñas bandejas o en cueros, con aves de corral, cerdos, perros y otros animales errando a sus anchas. En algunos casos, en ciertas regiones de América se practica todavía la danza del cacao: los nativos descalzos pisan y caminan sobre los granos y, de vez en cuando, durante la "danza" se rocía sobre los granos arcilla roja con agua para obtener un mejor color, pulido y protección contra los hongos durante el viaje a las fábricas de los países industrializados, donde se someterá a las transformaciones encaminadas a obtener finalmente el chocolate.
Almacenaje y transporte
Los granos secos se almacenan en lugares que no alcancen el 8% de humedad, evitando la proliferación de hongos. A veces se trasladan a naves espaciosas y se clasifican los granos de cacao en función de su tamaño, homogeneizando los calibres si fuera oportuno. Es tradicional el apilamiento en sacos de yute (e incluso de cáñamo) que permiten un peso entre los 60 y 65 kilos. Países como Ghana y Nigeria poseen pesos estandarizados de 63.5 kg. Se emplean sacos de yute por permitir el aireamiento del contenido, siendo además biodegradable.8 Los sacos almacenados deben transportarse lo antes posible, debido al ataque y espolio de los insectos del trópico.
El cacao en esta fase del proceso debe ser correctamente almacenado. Debe vigilarse la temperatura y la humedad relativa. Las sacas deberán tener una temperatura cercana a los 30 oC. El cacao posee, además, una capacidad de captación de olores y aromas. Los controles de calidad durante el transporte y almacenaje son muy habituales. Estos controles se realizan inspeccionando los granos de cacao, que se suelen abrir e inspeccionar visualmente. A comienzos del siglo XXI se está investigando nuevos procedimientos como es la criopreservación de los granos de cacao, con el objeto de mejorar las condiciones de transporte evitando interacciones con el entorno.
Procesado del chocolate
Torrefactora de cacao.
Descascarilladora de cacao.
Es habitual que el país, o la zona, productora de cacao esté distante de la zona productora del chocolate. Esto obliga al transporte del cacao a las zonas industriales. El transporte se suele hacer por mar en marina mercante, en algunas ocasiones resulta necesario preservar el cacao de ambientes y climas dañinos. La necesidad de mantener el cacao en un nivel de humedad por debajo del ocho por ciento no es sencillo en ambientes marinos. Es por esta razón por la que el cacao viaja en contenedores ventilados. La llegada del cacao a las factorías de chocolate, va seguida de una limpieza de granos. Es habitual que en las operaciones de secado y fermentación queden restos de arena, restos orgánicos, etc en los granos de cacao. La existencia de estos restos en las operaciones subsiguientes afectaría al sabor.
Tostado y descascarillado
Los cotiledones del cacao deben ser tostados en su entrada a la factoría. Esta operación desarrolla los componentes aromáticos y de sabor del cacao, al mismo tiempo que esteriliza los granos de posibles contaminaciones bacterianas (como por ejemplo la Salmonella). Algunos chocolateros establecen controles HACCP en algunas factorías con el objeto de determinar y controlar las contaminaciones y su posible propagación a diversas zonas de la fábrica. De todas formas la zona de torrefacción del cacao suele estar en dependencias separadas del resto de la chocolatería. Las tostadoras eran en los albores del siglo XIX unos hornos giratorios en forma de bola que giraban. Se procesaban cerca de unos cientos de quilos en los hornos. Debido a la exposición del grano de cacao a fuentes de calor para su tostado, resulta inevitable la pérdida de cierta cantidad de manteca de cacao. El tiempo de tostado suele oscilar entre los tres cuartos de hora y una hora completa, a temperaturas de entre 110 oC y los 140 oC.
El tostado de los granos del cacao ofrece un problema técnico, debido a que el tamaño medio de los granos ofrece una gran dispersión. Para que el tostado sea homogéneo es necesario que los granos tengan un calibre similar. A veces se consigue con el empleo de mallas separadoras. El tostado se produce durante diez minutos, máximo quince, y su desarrollo produce diversos componentes químicos de aroma por la aparición de diversas reacciones de Maillard durante el tostado. Durante el tostado de los granos también se produce la generación de aminoácidos por degradación de las proteínas.9 Además, se verifica una degradación de los polifenoles en las fases de fermentación, secado y finalmente en gran medida durante el tostado de los granos.10 En la actualidad se investiga la forma de reducir este descenso drástico en el contenido de polifenoles durante el procesado. Los polifenoles son percibidos por la industria como elementos beneficiosos para la salud de los consumidores.
El descascarillado consiste en la operación de separación de la cáscara del cotiledón del cacao. Esta operación se realiza en la factoría de chocolate. El objetivo consiste en mantener lo más intacto el cotiledón del cacao. En muchas ocasiones se somete a los granos de cacao a una fuente de calor intenso durante un breve periodo de tiempo. A veces se emplea vapor de agua saturada o modernamente mediante el empleo de lámparas que emiten radiación infrarroja.
Mecanismos del cacao durante el tostado
Los granos de cacao sin tostar son amargos y astringentes. Las altas temperaturas alcanzadas durante el tostado favorecen que muchos de los ácidos se evaporen y salgan, en especial el ácido etanoico (denominado también acético). Otros ácidos menos volátiles como el oxálico y el láctico permanecen en los granos tostados. El mecanismo más importante durante el tostado es el de las reacciones de Maillard y proporciona sabores y aromas al cacao. Consiste en un centenar de reacciones que proporcionan diversos compuestos como las pirazinas, la formación de aldehídos, teobromina y glutamina.
Molido del cacao
Prensa hidráulica empleada a comienzos del siglo XX en la extracción de la manteca.
Tras eliminar la cáscara de los cotiledones, resulta necesario moler el cacao con el objeto de poder separar la masa de cacao de su manteca. Durante el proceso es necesario una cierta cantidad de manteca con el objeto de mantener la masa fluida y fácilmente manipulable. El proceso de molido necesita realizarse hasta lograr partículas menores de 30 micrones, y esto supone moler los granos unas cien veces con un molino de cacao de finales del siglo XIX. En la actualidad esta operación lleva menos tiempo. Se emplean diversos tipos de molinos:
Molino de impactos funciona impactando los granos de cacao en oleadas contra unas paletas que giran a alta velocidad. Este impacto suele calentar las partículas y fundir parte de la manteca.
Molino de disco consiste en tres pares de discos de carborundum que giran a alta velocidad y mediante la fuerza centrífuga los granos son presionados hasta disgregarse en pequeñas partículas.
Molino de bolas este método es el más habitual en las factorías chocolateras. El sistema consiste en un recipiente lleno de bolas de acero, el eje central gira moviendo las bolas del recipiente. La acción rotante de las bolas desmenuza el cacao.
El resultado final del molido es una masa fluida de manteca y cacao. Esta masa se denomina licor (en los países anglosajones lo denominan cocoa liquor).
Prensado del cacao
La mezcla resultante del molido del cacao debe pasar por un proceso de separación de la masa de cacao y de extracción de la manteca. Para ello es tradicional emplear prensas hidráulicas que alcancen de 40 a 50 MPa. Los granos molidos poseen aproximadamente la mitad de su peso en cacao. Para extraerlo se comienza presionando poco a poco, de esta forma se extrae el contenido graso de la mezcla. La masa de cacao restante, ya desprovista de su parte grasa, sale de la prensa al liberarse esta y tiene forma de pastilla. La pastilla suele ir a parar a una cinta de transporte: esto es la masa de cacao. El contenido graso de la masa de cacao se reduce a un 20 % de su peso. En esta fase de prensado es cuando se añade al cacao el emulgente lecitina (E322).
Molido de la masa de cacao
La masa de cacao (ya denominada chocolate) debe continuarse moliendo con los otros constituyentes (azúcares y leche en polvo si fuera el caso) hasta alcanzar el tamaño promedio de 30 Micrómetro. En este molido se añade los cristales de azúcares que se reducen de tamaño en la molienda por un factor de 100, es decir pasan de una escala de décimas de milímetros a micras. El método tradicional era moler por separado los azúcares y el polvo de leche y luego hacer un molido de la masa de cacao edulcorada. El problema técnico es el de ventilar los rodillos del molino, que dada las altas temperaturas alcanzadas pueden afectar al azúcar cristalina y provocar un cambio de estado cristalino a un estado amorfo.
En la actualidad se realiza este proceso en una máquina que combina los tres molidos en una sola operación compuesta. Esta máquina se compone de unos grandes cilindros (por regla general son un total de cinco) que dispuestos horizontalmente giran triturando los cristales de azúcar y la masa de cacao. El resultado final de este molido es una masa dulce que posee una dispersión de partículas de tamaño que oscila entre los 15 y 30 micrones. El cacao destinado a la fabricación de las bebidas de cacao azucaradas suele salir de esta fase (generalmente tras haber sometido a la masa a un proceso holandés de alcalinización).
Conchado
Véase también: Concheado
La fermentación inicial de los granos de cacao proporciona compuestos ácidos que se van eliminando en las fases iniciales, tal es la operación de tostado que elimina los ácidos más volátiles (como el acético). Otros ácidos menos volátiles como el oxálico y el láctico permanecen en los granos tostadas y son eliminados en este proceso de concheado, proporcionando un sabor más suave y achocolatado. El método fue inventado en 1878 por el chocolatero suizo Rudi Lindt y ofrece la posibilidad de controlar los últimos aspectos del producto final. La masa de cacao ya molida que entra en la máquina de concheado necesita que, microscópicamente, las partículas de cacao y azúcar se vean recubiertas homogéneamente por la manteca. Luego, las operaciones de concheado proporcionan una homogeneización a la textura del chocolate, siendo la última operación antes de ser empaquetado o procesado en otros productos.

Video:
https://i.ytimg.com/an_webp/ZS8IL8LtKrw/mqdefault_6s.webp?du=3000&sqp=CNyMjuwF&rs=AOn4CLBGNyhQ7PzVfXb5k1VtZpYDOyQl-w
-Zapatos:1. Almacenamiento de materiales: La elaboración de calzado sintético tenis se inicia con la recepción de los insumos en la fábrica. Se tienen clasificados y ordenados el tipo de material, piel sintética, tintas, lacas, suelas, adhesivos.
2. Transporte al área de proceso: Los materiales seleccionados se transportan al área de producción.
3. Corte de piezas: Se realiza mediante la moldura de acuerdo con la medida que se requiera para dar forma a la piel sintética, según el modelo diseñado en una actividad que pueda ser externa a la empresa.
4. Unión de piezas: Se reúnen las piezas de un lote para su posterior elaboración. Cada zapato lleva de 7 a 12 piezas según el modelo.
5. Maquinado de corte: Se requieren varios procesos:
Foliado: es la impresión en los forros de la clave, número de lote, modelo número de par, tamaño o medida del tenis; para su rápida selección e identificación.
Grabado: impresión de la marca en la plantilla
Perforado: en algunos casos se lleva a cabo de acuerdo al diseño
Encasquillar: antes del montado, se pone el casquillo y contrahorte. El casquillo es lo que le da fuerza y forma a la puntera del zapato para darle mayor consistencia.
6. Montado: Se selecciona la horma de acuerdo a la numeración para conformar, fijar la planta a base de clavos y cemento, esto se hace manualmente y se utiliza una máquina especial para presionar y que quede bien realizado y conformado el zapato. Se montan puntas y talones. Después se realiza el proceso de asentar que consiste en hacer que el corte asiente perfectamente en la horma.
7. Ensuelado por proceso de pegado tradicional: Las suelas se compran hechas, primero se marca la suela, después se realiza el cardado, en la parte de la suela que se ha de pegar al corte en una máquina especial se hacen unas hendiduras para que el pegamento se impregne mejor y posteriormente se realiza pegado de suela. Para el pegado de la suela se incrementa la temperatura en una máquina especial que pega a presión a la suela durante 30 segundos, por último se desmonta la horma.
8. Acabado: Se pegan las plantilla se pintan los cantos de suelas y forros, se realiza el lavado del corte y forros con jabón especial; se desmancha el zapato de residuos del proceso productivo.
9. Pigmentado: Esto se realiza con el objeto de uniformizar el color, el tenis se retoca con laca para darle brillo, lo cual se realiza con cepillos giratorios.
10. Empaque: Se imprime el número de modelo número del tenis y se guarda el producto en cajas de cartón.
11. Almacenamiento del producto terminado: Una vez empacado se procede a clasificar los tenis terminados en anaqueles, por estilo y número.
Para la unión de la suela con el cuerpo del producto existen diferentes procesos como el pegado y cosido. Para el pegado son de mayor uso los adhesivos de poliuretano ya que proporcionan una mayor durabilidad de unión de la suela en el calzado.

Video:
https://www.youtube.com/watch?v=V25eP7kA3mk
-
Carton:
Paso 1: Máquina de corrugado
cómo se hace el cartónUna vez fabricado el papel en formato de bobinas, éste pasa por una máquina con rodillos pesados (que puede llegar a ser de 91m de largo). Los rodillos tienen dos funciones principales: primero unos rodillos cumplen la función de precalentamiento.
Después, el papel, ya previamente calentado, se encuentra con unos rodillos con estrías o rebordes que doblan el papel para convertirlo en cartón corrugado (llamada onduladora). Gracias a éstos últimos, el papel consigue la ondulación.
Paso 2: El encolado
Cuando el papel ya tiene las ondulaciones, se pone entre dos hojas de papel kraft. Es en este proceso donde se realiza el encolado.
Éste se desarrolla mediante un conjunto de rodillos y cola de almidón. Con la finalidad de poder fijar las hojas de papel kraft al papel ondulado.
Por último, el cartón (es decir, el papel corrugado con las dos hojas de papel kraft), pasa por unos rodillos para que quede todo correctamente fijado.
cómo se hace el cartón
Paso 3: Troquelado
El troquelado es el proceso por el que se corta el cartón con la forma que se quiere adquirir de la caja. El troquel es un molde personalizado según el modelo de caja con unas cuchillas que permiten obtener el tamaño de caja que se desee. La troqueladora ejerce presión al troquel con el fin que éste corte sin problemas la plancha de cartón.
Así pues, el troquelado puede ser de dos tipos diferentes:
Troquelado plano: El troquel es plano e incide perpendicularmente sobre la plancha. De esta forma, se consigue un corte preciso.
Troquelado rotativo: El troquel en este caso es semicircular e incide de forma oblicua sobre la plancha. En este caso la tolerancia en el corte puede alcanzar a los dos milímetros.
El mundo del cartón explicado a través de infografías. Parte II
Paso 4: Plegado, pegado y grapado
cómo se hace el cartónSegún las especificaciones del embalaje, las máquinas de pegado administran cola en diferentes puntos de la plancha de cartón. Y, posteriormente, se procede al plegado de éstas. Quedando finalmente la forma de caja. Cabe destacar que, algunas cajas de grandes dimensiones, además del pegado, también se grapan con el objetivo de reforzar la unión de las planchas.
Paso 5: El proceso de calidad
cómo se hace el cartónEl último paso es controlar la calidad de los papeles kraft, del papel corrugado, del encolado y que el acabado esté perfecto.
De esta forma, se garantiza que las cajas de cartón cumplen con las garantías del fabricante y con las expectativas del cliente final.

Video:
https://youtu.be/GeZDRN8PT3c
-
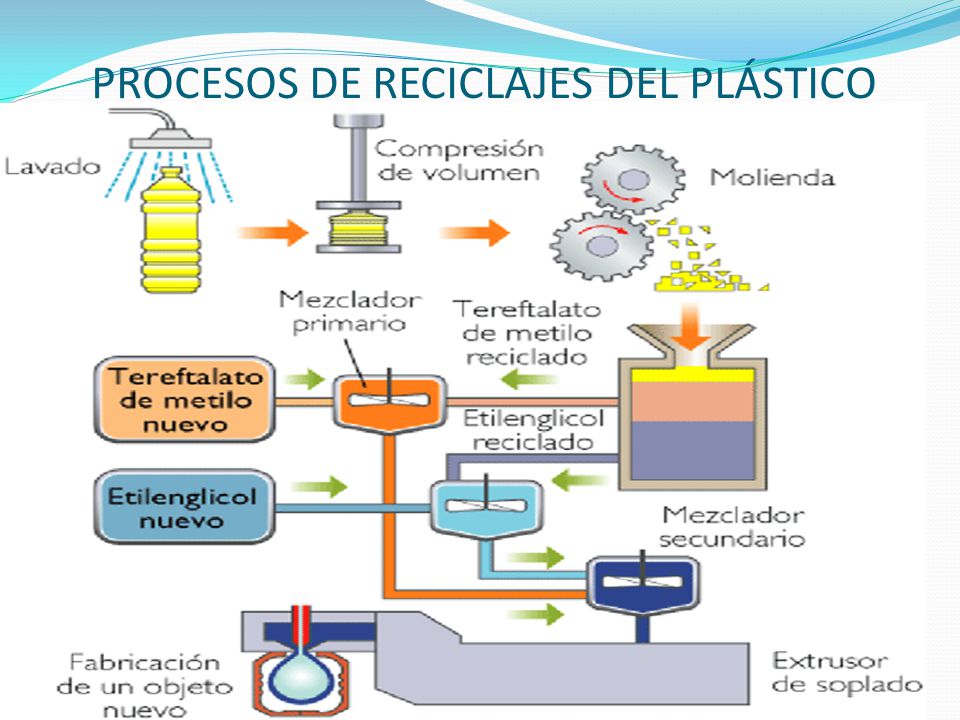
Plastico: La fabricación de los plásticos y sus manufacturas implica cuatro pasos básicos:
obtención de las materias primas
síntesis del polímero básico
composición del polímero como un producto utilizable industrialmente
moldeo o deformación del plástico a su forma definitiva.
Técnicas de Moldeo de los Plásticos
El moldeo de los plásticos consiste en dar las formas y medidas deseadas a un plástico por medio de un molde. El molde es una pieza hueca en la que se vierte el plástico fundido para que adquiera su forma. Para ello los plásticos se introducen a presión en los moldes. En función del tipo de presión, tenemos estos dos tipos:
Moldeo a Alta Presión
Se realiza mediante máquinas hidráulicas que ejercen la presión suficiente para el moldeado de las piezas. Básicamente existen tres tipos: compresión, inyección y extrusión.
Compresión:
en este proceso, el plástico en polvo es calentado y comprimido entre las dos partes de un molde mediante la acción de una prensa hidráulica, ya que la presión requerida en este proceso es muy grande.
Este proceso se usa para obtener pequeñas piezas de baquelita, como los mangos aislantes del calor de los recipientes y utensilios de cocina.
inyecciónInyección:
consiste en introducir el plástico granulado dentro de un cilindro, donde se calienta. En el interior del cilindro hay un tornillo sinfín que actúa de igual manera que el émbolo de una jeringuilla. Cuando el plástico se reblandece lo suficiente, el tornillo sinfín lo inyecta a alta presión en el interior de un molde de acero para darle forma. El molde y el plástico inyectado se enfrían mediante unos canales interiores por los que circula agua. Por su economía y rapidez, el moldeo por inyección resulta muy indicado para la producción de grandes series de piezas. Por este procedimiento se fabrican palanganas, cubos, carcasas, componentes del automóvil, etc.
extrusiónExtrusión:
consiste en moldear productos de manera continua, ya que el material es empujado por un tornillo sinfín a través de un cilindro que acaba en una boquilla, lo que produce una tira de longitud indefinida. Cambiando la forma de la boquilla se pueden obtener barras de distintos perfiles. También se emplea este procedimiento para la fabricación de tuberías, inyectando aire a presión a través de un orificio en la punta del cabezal. Regulando la presión del aire se pueden conseguir tubos de distintos espesores.
Moldeo a Baja Presión
Se emplea para dar forma a láminas de plástico mediante la aplicación de calor y presión hasta adaptarlas a un molde. Se emplean, básicamente, dos procedimientos:
El primero consiste en efectuar el vacío absorbiendo el aire que hay entre la lámina y el molde, de manera que ésta se adapte a la forma del molde. Este tipo de moldeado se emplea para la obtención de envases de productos alimenticios en moldes que reproducen la forma de los objetos que han de contener.
sopladoEl segundo procedimiento consiste en aplicar aire a presión contra la lámina de plástico hasta adaptarla al molde. Este procedimiento se denomina moldeo por soplado, como el caso de la extrusión, aunque se trata de dos técnicas totalmente diferentes. Se emplea para la fabricación de cúpulas, piezas huecas, etc.
OTRAS TÉCNICAS DE CONFORMACIÓN
Colada
La colada consiste en el vertido del material plástico en estado líquido dentro de un molde, donde fragua y se solidifica. La colada es útil para fabricar pocas piezas o cuando emplean moldes de materiales baratos de poca duración, como escayola o madera. Debido a su lentitud, este procedimiento no resulta útil para la fabricación de grandes series de piezas.
Espumado
Consiste en introducir aire u otro gas en el interior de la masa de plástico de manera que se formen burbujas permanentes. Por este procedimiento se obtiene la espuma de poliestireno, la espuma de poliuretano (PUR), etc. Con estos materiales se fabrican colchones, aislantes termo-acústicos, esponjas, embalajes, cascos de ciclismo y patinaje, plafones ligeros y otros.
Calandrado
Consiste en hacer pasar el material plástico a través de unos rodillos que producen, mediante presión, láminas de plástico flexibles de diferente espesor. Estas láminas se utilizan para fabricar hules, impermeables o planchas de plástico de poco grosor.
Video:
https://www.youtube.com/watch?v=WGaOq282FyI











{kind=link}